Manufacturing Seamless PE Tubes for the Cosmetic Industry: Process & Quality Control

Introduction
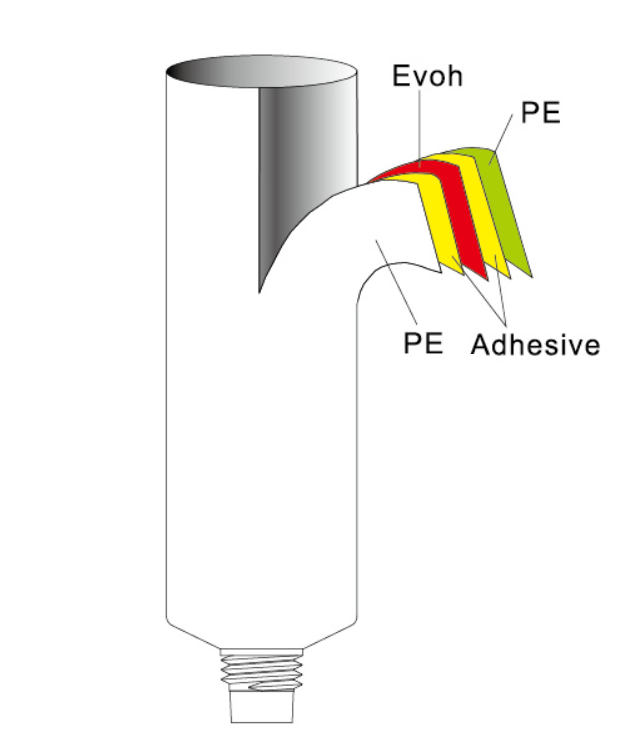
The cosmetic industry relies heavily on high-quality packaging to protect, preserve, and present its products. Among various packaging options, seamless polyethylene (PE) tubes have become particularly popular due to their durability, flexibility, and aesthetic appeal. This article explores the manufacturing process of seamless PE tubes for the cosmetic industry, detailing each step from raw material selection to the final product ready for filling and distribution.
Raw Material Selection
The production of seamless PE tubes begins with the careful selection of raw materials. High-density polyethylene (HDPE) and low-density polyethylene (LDPE) are the primary materials used, often in varying ratios to achieve the desired balance of strength, flexibility, and clarity. Additives such as colorants, UV inhibitors, and stabilizers are incorporated to enhance the material properties according to specific requirements of cosmetic packaging.
- Polyethylene Types :
HDPE : Known for its strength and rigidity, making it ideal for structural integrity.
LDPE : Provides flexibility and softness, enhancing the tactile feel of the tubes.
- Additives :
Colorants : Added to achieve a wide range of colours and opacity levels.
UV Inhibitors : Protect the contents from ultraviolet radiation, extending shelf life.
Stabilizers : Enhance the thermal and oxidative stability of the tubes.
Extrusion Process :
The next step is the extrusion process, using an advanced extrusion machine. In it the raw polyethylene is melted and formed into a continuous tube. This process involves several stages:
- Melting and Mixing : Polyethylene pellets are fed into an extruder, where they are melted at high temperatures (typically between 180°C and 240°C). The molten polymer is thoroughly mixed to ensure uniformity in the material’s properties and colour.
- Extrusion : The homogeneous molten polyethylene is forced through an annular die, forming a continuous tube. The die design determines the tube’s diameter and wall thickness, which are crucial for the tube’s final application.
- Cooling : The extruded tube is immediately cooled to solidify the material. This is usually achieved by passing the tube through a water bath system.
- Sizing and Calibration : After cooling, the tube passes through a sizing and calibration unit to ensure precise dimensions and roundness. This step is critical for maintaining consistent quality and compatibility with filling machinery.
- Cutting : The continuous tube is cut into individual sections, each corresponding to a single tube. The cutting process must be precise to ensure uniformity.

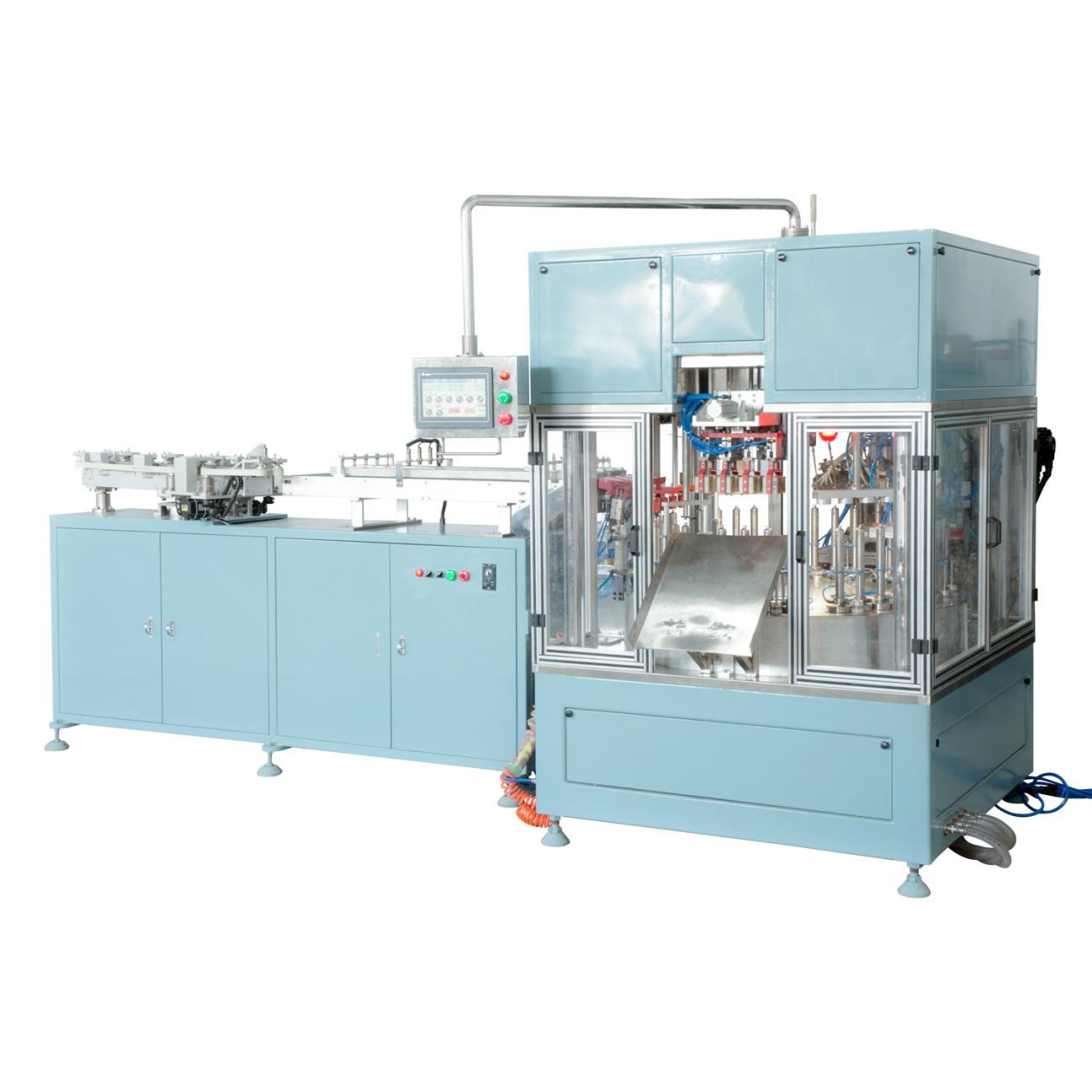
Shoulder Head Moulding : The tube’s head, which includes the neck and the opening, is moulded using injection moulding. The Shoulder heading process is done by both semi-automatic and automatic machines. In a semi-automatic machine, the tubes are inserted manually on the mould mandrels, whereas in an automatic machine the complete placement of tubes on the mould mandrels and take off is generally automatic and robotic.

The heading process involves :
- Mold Design : Creating a mould that defines the head’s shape, including the threads for the cap. The mould is generally with multiple mandrels to do heading of multiple tubes in one shot.
- Injection Moulding : Molten polyethylene is injected into the mould, forming the head. The head is then fused to the tube body, creating a seamless connection. Cold water is automatically circulated to solidify the shoulder head.

Sealing and capping on Shoulder heads : A single machine performs the process Sealing and capping of the shoulder heads.
- Sealing : After the shoulder heading process the open mouth is sealed by heat sealing of aluminium foil on to it. This creates an airtight seal, preserving the cosmetic product’s integrity.
- Cap Assembly : Caps, often made of the same or compatible material, are fitted onto the tube. This can involve screwing on threaded caps or snapping on flip-top caps. There are several options of caps in terms of size, shape, screw threads, snap on type etc.

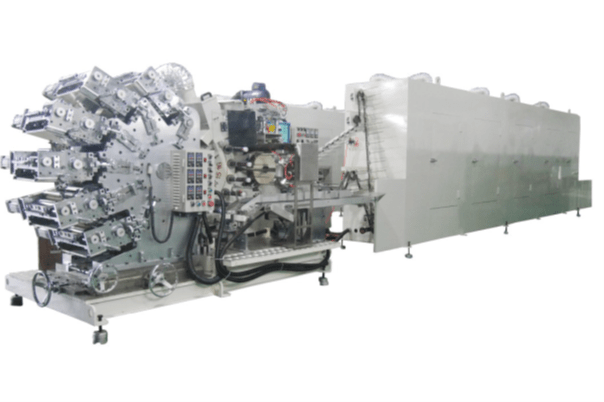
Printing and Decoration :
One of the key aspects of cosmetic packaging is its visual appeal. The printing and decoration process enhances the tube’s aesthetics and provides necessary product information.
- Surface Preparation : The tube’s surface is treated to enhance print adhesion. This is often done using corona treatment, which increases the surface energy of the polyethylene.
- Printing Techniques :
- Silk Screen Printing : Ideal for simple designs with solid colours. Ink is pressed through a mesh screen onto the tube. While the squeegee transfers the ink through the mesh, the tube is mechanically rotated so that it gets printed all over.
- Offset Printing : Suitable for complex, multi-colour images. It uses a series of rollers to transfer the ink on to the printing plates and then the image is transferred to the tubes. UV Curing is used to dry the image instantly.
- Hot Stamping : Adds metallic or holographic effects by transferring foil onto the tube using heat and pressure. Generally hot stamping is done on bold text matter or Logos.
- Varnishing and Coating : A protective varnish or coating is applied by rollers to enhance durability and finish. This step can also add tactile features like a matte or glossy feel. The varnish coating on tubes is dried by heaters or by UV curing.
- Labelling : Several cosmetic companies opt for preprinted labels instead of on surface printing of tubes. Such preprinted labels are pasted on the tube surface using automatic or semi-automatic machines. There are many options for Labels like they can be in two parts, full round or semi round.

Quality Control
Quality control is paramount throughout the manufacturing process to ensure that each tube meets stringent standards required by the cosmetic industry. This involves:
- Dimensional Checks : Verifying that the tube’s dimensions, including diameter, length, and all layer thickness, are within specified tolerances.
- Visual Inspection : Checking for defects such as surface blemishes, colour inconsistencies, and printing errors. Automatic visual inspection equipment can also be used for the purpose.
- Functional Tests : Ensuring the tube performs correctly under expected conditions. This includes :
Drop Tests : Assessing the tube’s durability and resistance to impact.
Pressure Tests : Checking the tube’s ability to withstand internal pressure without leaking.
Compatibility Tests : Ensuring the tube material is compatible with the cosmetic product it will contain.
Material Filling & Bottom Sealing :
- Filling : The desired cosmetic material is filled from the open end using automatic or semi-automatic machines. The machines are calibrated to ensure that exact quantity of material in terms of weight or volume is filled in each tube.
- Bottom Sealing : After the cosmetic material has been filled in the tube, it’s end is sealed generally by heat pressing method. The seal should be proper to ensure that there are no chances of leakage or external contamination of the cosmetic material.
Assembly and Packaging
- Batch Coding and Labelling : Tubes are labelled with batch codes, expiration dates, and other regulatory information. Labels are applied accurately to ensure readability and compliance with industry standards.
- Packaging : Finished tubes are packed into cartons or trays, ready for distribution. Packaging must protect the tubes during transportation and storage, often involving additional protective measures like shrink-wrapping or padding.
Conclusion
The manufacturing process of seamless PE tubes for the cosmetic industry is a sophisticated and multi-stage operation that combines advanced technology, precision engineering, and stringent quality control. From raw material selection to the final packaging, each step is crucial in producing tubes that not only meet aesthetic and functional requirements but also adhere to environmental and sustainability standards. As the cosmetic industry continues to innovate and evolve, the production processes for seamless PE tubes will undoubtedly advance, offering even greater efficiency, customization, and sustainability.
India being one of the largest consumer markets in the world, the demand for PE tubes is ever increasing. In fact as per one of the studies, in the next five years, India is bound to become the second largest consumer of PE tubes in the world. We at DR Optical Disc India Pvt. Ltd. have complete expertise in providing consultation for setting up a Cosmetic PE tube unit. This includes selection and sourcing of machinery, site preparation and layout, wiring & piping instructions, proper utilities selection and arranging trained manpower for the same. In fact, we have tie ups with some of the best equipment manufacturers across the globe for the PE tube manufacturing machinery. You can Call / WhatsApp @ +91 9289091007, drop in a mail at director@drodi.in or explore our complete catalogue at www.dr-odi.in






Leave a comment